
Výrobní proces uhlíkových materiálů je přísně kontrolovaný systém inženýrství. Výroba grafitových elektrod, speciálních uhlíkových materiálů, hliníku a uhlíku, nových high-end uhlíkových materiálů je neoddělitelně spojena s použitím surovin, zařízení, technologií, řízením čtyř výrobních faktorů a souvisejícími patentovanými technologiemi.
Suroviny jsou klíčovými faktory, které určují základní vlastnosti uhlíkových materiálů, a výkon surovin určuje výkon vyrobených uhlíkových materiálů. Pro výrobu grafitových elektrod UHP a HP je první volbou vysoce kvalitní jehlový koks, ale také vysoce kvalitní pojivový asfalt a asfalt jako impregnační činidlo. Pouze vysoce kvalitní suroviny, nedostatek zařízení, technologií, manažerských faktorů a souvisejících patentovaných technologií však také nedokáže vyrobit vysoce kvalitní grafitové elektrody UHP a HP.
Tento článek se zaměřuje na vlastnosti vysoce kvalitního jehlového koksu a vysvětluje některé osobní názory, které mohou diskutovat výrobci jehlového koksu, výrobci elektrod a vědeckovýzkumné ústavy.
Přestože průmyslová výroba jehlového koksu v Číně je pozadu ve srovnání se zahraničními podniky, v posledních letech se rychle rozvíjela a začala nabývat na podoby. Co se týče celkového objemu výroby, v podstatě dokáže uspokojit poptávku po jehlovém koksu pro UHP a HP grafitové elektrody vyráběné domácími uhlíkovými podniky. V kvalitě jehlového koksu však stále existuje určitá mezera ve srovnání se zahraničními podniky. Kolísání výkonu šarží ovlivňuje poptávku po vysoce kvalitním jehlovém koksu při výrobě velkých UHP a HP grafitových elektrod, zejména neexistuje žádný vysoce kvalitní spojovací jehlový koks, který by mohl uspokojit poptávku po spojích grafitových elektrod.
Zahraniční uhlíkové podniky vyrábějící grafitové elektrody UHP a HP s velkými specifikacemi jsou často první volbou vysoce kvalitního ropného jehlového koksu jako hlavní suroviny pro koks. Japonské uhlíkové podniky také používají jako surovinu jehlový koks uhelné řady, ale pouze pro výrobu grafitových elektrod s průměrem φ 600 mm. V současné době se v Číně používá převážně jehlový koks uhelné řady. Výroba vysoce kvalitních grafitových elektrod UHP ve velkém měřítku uhlíkovými podniky se často spoléhá na dovážený jehlový koks ropné řady, zejména na kombinaci vysoce kvalitního koksu s dováženým japonským jehlovým koksem řady Suishima a britským jehlovým koksem řady HSP jako surovinou pro koks.
V současné době se jehlicový koks vyráběný různými podniky obvykle porovnává s komerčními výkonnostními ukazateli zahraničního jehlicového koksu pomocí konvenčních výkonnostních ukazatelů, jako je obsah popela, skutečná hustota, obsah síry, obsah dusíku, distribuce velikosti částic, koeficient tepelné roztažnosti atd. Stále však chybí klasifikace různých druhů jehlicového koksu ve srovnání se zahraničím. Proto výroba jehlicového koksu, hovorově i pro „unifikované zboží“, nemůže odrážet jakost vysoce kvalitního prémiového jehlicového koksu.
Kromě konvenčního srovnání výkonnosti by uhlíkové podniky měly věnovat pozornost také charakterizaci jehlového koksu, jako je klasifikace koeficientu tepelné roztažnosti (CTE), pevnost částic, stupeň anizotropie, údaje o roztažnosti v neinhibovaném a inhibovaném stavu a teplotní rozsah mezi roztažností a smrštěním. Protože tyto tepelné vlastnosti jehlového koksu jsou velmi důležité pro řízení procesu grafitizace ve výrobním procesu grafitové elektrody, není samozřejmě vyloučen vliv tepelných vlastností asfaltového koksu vzniklého po vypálení asfaltu z pojiva a impregnačního činidla.
1. Porovnání anizotropie jehlového koksu
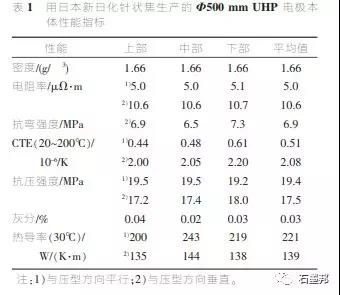
(A) Vzorek: Těleso UHP elektrody φ 500 mm z domácí uhlíkové továrny;
Surovina jehličnatý koks: Japonská nová chemická jakost LPC-U, poměr: 100% jakost LPC-U; Analýza: závod SGL Griesheim; Ukazatele výkonnosti jsou uvedeny v tabulce 1.
(B) Vzorek: Těleso elektrody φ 450 mmHP z domácí továrny na uhlí; Surovina jehlicový koks: jehlicový koks z domácí továrny na ropu, poměr: 100 %; Analýza: Shandong Bazan Carbon Plant; Ukazatele výkonnosti jsou uvedeny v tabulce 2.
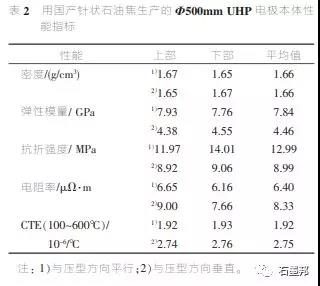
Jak je patrné z porovnání tabulek 1 a 2, jehlicový koks třídy LPC-U z nového denního chemického uhelného koksu má velkou anizotropii tepelných vlastností, přičemž anizotropie CTE může dosáhnout 3,61~4,55 a anizotropie měrného odporu je také velká a dosahuje 2,06~2,25. Kromě toho je pevnost v ohybu domácího ropného jehlicového koksu lepší než u nového denního chemického uhelného koksu třídy LPC-U. Hodnota anizotropie je mnohem nižší než u nového denního chemického uhelného koksu třídy LPC-U.
Analýza anizotropního stupně výkonu při výrobě ultravysokovýkonných grafitových elektrod je důležitou analytickou metodou pro odhad kvality suroviny z jehlového koksu. Velikost stupně anizotropie má samozřejmě také určitý vliv na proces výroby elektrody. Stupeň anizotropie elektřiny má extrémně dobrou odolnost vůči tepelnému šoku než stupeň anizotropie průměrného výkonu malé elektrody.
V současné době je produkce jehlicového koksu z uhlí v Číně mnohem větší než produkce jehlicového koksu z ropy. Vzhledem k vysokým nákladům na suroviny a ceny uhlíkových podniků je obtížné použít 100% domácí jehlicový koks při výrobě UHP elektrody a přidat určitý podíl kalcifikovaného ropného koksu a grafitového prášku k výrobě elektrody. Proto je obtížné vyhodnotit anizotropii domácího jehlicového koksu.
2. Lineární a objemové vlastnosti jehlového koksu
Lineární a objemové změny jehlového koksu se odrážejí především v grafitovém procesu vyráběném elektrodou. Se změnou teploty jehlový koks během procesu zahřívání grafitu podléhá lineární a objemové expanzi a kontrakci, což přímo ovlivňuje lineární a objemové změny elektrody praženého polotovaru v grafitovém procesu. To se liší u různých vlastností surového koksu a změn různých druhů jehlového koksu. Navíc se liší i teplotní rozsah lineárních a objemových změn různých druhů jehlového koksu a kalcinovaného ropného koksu. Pouze zvládnutím této vlastnosti surového koksu můžeme lépe řídit a optimalizovat chemickou sekvenci výroby grafitu. To je zvláště patrné v procesu sériové grafitizace.
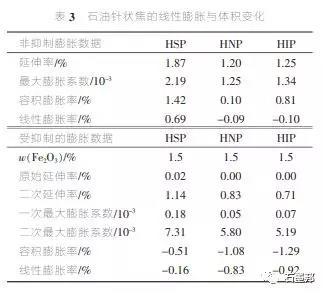
Tabulka 3 ukazuje lineární a objemové změny a teplotní rozsahy tří druhů jehlového koksu z ropy vyráběného společností Conocophillips ve Velké Británii. Lineární roztažnost nastává nejprve, když se jehlový koks z ropy začne zahřívat, ale teplota na začátku lineární kontrakce obvykle zaostává za maximální teplotou kalcinace. Lineární roztažnost začíná od 1525 ℃ do 1725 ℃ a teplotní rozsah celé lineární kontrakce je úzký, pouze 200 ℃. Teplotní rozsah celé lineární kontrakce běžného zpožděného ropného koksu je mnohem větší než u jehlového koksu a jehlový koks z uhlí je mezi nimi, je o něco větší než jehlový koks z ropy. Výsledky testů zkušebního institutu Osaka Industrial Technology Test Institute v Japonsku ukazují, že čím horší je tepelný výkon koksu, tím větší je teplotní rozsah smrštění na lince, který dosahuje až 500 ~ 600 ℃. Teplota začátku smrštění je nízká a při 1150 ~ 1200 ℃ začíná smrštění, což je také charakteristické pro běžný zpožděný ropný koks.
Čím lepší jsou tepelné vlastnosti a čím větší je anizotropie jehlového koksu, tím užší je teplotní rozsah lineární kontrakce. Některý vysoce kvalitní jehlový koks z ropy má teplotní rozsah lineární kontrakce pouze 100 ~ 150 °C. Pro uhlíkové podniky je velmi výhodné řídit výrobu procesem grafitizace po pochopení charakteristik lineární roztažnosti, smršťování a reexpanze různých surovin koksu, což může zabránit některým zbytečným kvalitním odpadním produktům způsobeným použitím tradičního experimentálního způsobu.
3. závěr
Zvládnutí různých vlastností surovin, výběr rozumného vybavení, dobrá kombinace technologií a vědečtější a rozumnější řízení podniku, tato série celého procesního systému je přísně kontrolována a stabilní, a lze říci, že je základem pro výrobu vysoce kvalitních grafitových elektrod s ultra vysokým výkonem a vysokým výkonem.
Čas zveřejnění: 30. prosince 2021